Download Print Friendly Version: English Polish Russian Italian Swedish Hungarian Spanish French Dutch Czech German Chinese
How to Guide - Drying PLUS emulsions
Synopsis...
PLUS emulsions require thorough drying after coating in order to give the strongest stencil. The way the screen is dried can also affect the finished result and therefore should be considered an important feature of stencil processing. There are two main points to consider (i) the temperature and (ii) the humidity of the dryer.
Temperature:
PLUS emulsions can be hardened by heat as well as being hardened by UV light. Temperatures higher than 40ºC (104ºF) can start to have a hardening effect and as the drying temperatures increase the effect becomes more severe.
The first sign of too high a temperature drying, will be seen as a slow, difficult washout and a loss of resolution. In severe cases the stencil will be completely insoluble. If your busy production schedule means that you have to dry at 45ºC (113ºF) or higher, you must make sure that the stencils are removed as soon as they are dry.
Humidity
Insufficient drying is one of the biggest causes of stencil failure. The reason why drying is so important is very simple. In any direct system (Capillex or direct emulsions) the diazo sensitiser (as represented by the octopus in the pictures below) is totally separate from the polymer chains before it is exposed.
During exposure the diazo sensitiser forms links across the polymer chains. This is depicted by the legs of the octopus. The more links you can make, the harder the stencil will be, If the screen is exposed whilst it is still damp, the diazo will react with the water molecules rather than the polymer.
This means that even if you give the screen a full exposure (that is when all the diazo has reacted) a large portion of the diazo will have reacted with water. The result is a softer stencil which will break down very quickly on the press.



Drying cabinets
PLUS screens should be dried horizontally with the squeegee side up to allow the emulsion to settle on the print side of the screen. If the screen is dried vertically, there is a chance that the emulsion could run before it has started to dry which can cause 'curtaining' or a higher stencil thickness (EOM) towards the bottom of the frame.
To tell when the screen is dry, it should feel dry to the touch with a non sticky surface. However a more accurate way is to use a moisture meter that is accurate below 5%.
Image courtesy of Elcometer

A good drying cabinet will have the following features: (i) be light tight, (ii) have thermostatically controlled temperature, accurate to within + 1°C, (iii) have good air movement, (iv) filter the air, (v) exhaust the wet air and top up with dry air and (vi) allow the screens to be dried horizontally with the squeegee side uppermost.
Images courtesy of Natgraph Ltd


Top Tip
When drying screens in a humid environment (climatic conditions, sealed chamber or many screens drying at once) installing an inexpensive de-humidifier can dramatically improve the drying. Costing less than £200/€200/$300 these units can speed up production and prevent costly screens break down on the press

Why is drying so important?
Some of the classic symptoms of insufficient drying are: fine detail may wash off during stencil preparation, there may be excessive pinholes, it may become sticky during printing, or it will breakdown on the press.
Unfortunately one of the common knock-on effects of breakdown on the press is that replacement stencils will be needed in a hurry. If under-drying were not a problem before, it certainly will be once the stencil making process starts to be rushed.
To understand why drying is so variable; we need to consider how it works. Typically we would use a drying cabinet to remove the water from the surface of the stencil to end up with a dry stencil ready for exposure.
How do screens dry?
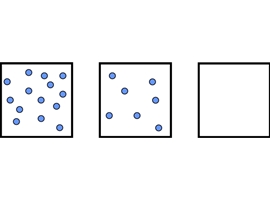
When air is fully saturated, it is holding the maximum amount of water that it can and if we try and put any more water into the air it will condense out as dew or fog. Relative humidity (RH) is the amount of water in the air as a % of the maximum possible. So you can easily see that if the air in the drying cabinet is fully saturated, then no drying can take place.
The image on the left represents 100% RH = fully saturated, the centre image represents 50% RH = ambient, whilst the image on the right represents 0% RH = very dry.
Consider these typical scenarios; there are a few stencils drying in the drying cabinet but there are also a few screens which have just been reclaimed and are being dried ready for recoating. Maybe it’s a rainy day, so the air being drawn into the drying cabinet is already close to saturation. Maybe stencils are coated in batches and the cabinet is jammed full of drying stencils. Maybe a lot of screens need to be reclaimed and the high pressure gun from the reclaim room is creating a localised very high humidity atmosphere.
Whatever the reason, the more water that is in the cabinet the higher the humidity will be and the slower the drying will be. In any one of these scenarios the screens used will simply not be as tough as they should or could be.
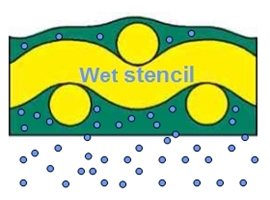
Low air humidity is essential for good drying and yet it is incredibly difficult to control. Also if there is no air movement to draw water vapour away from the stencil surface then the drying will be poor. This is because a thin layer of highly humid air is formed close to the stencil surface which will slow drying.
The image on the left shows a screen in a very humid environment. The saturated vapour next to the screen will not allow the water from the screen to evaporate. The image on the right shows the screen drying in a low humidity environment. The water in the screen will quickly evaporate into the air drying the screen thoroughly.

But what about temperature?
This graph shows how full saturation (100% RH) changes with temperature. For example, air at 31°C can hold twice as much water as air at 20°C.
The only problem with increasing the temperature to improve drying is that above 35oC the polymers in the emulsion can start to fuse which can make the stencil harder to washout and reduce the stencil resolution. Even higher temperatures can cause the Diazo to react and the emulsion will become completely insoluble.

As stated in the Top Tip, one simple, low cost way to lower the humidity in a drying cabinet or drying room is to install a dehumidifier which can dramatically speed up screen drying.
In summary, insufficient screen drying is in the top three most common reasons for stencil failure, next to mesh preparation and under-exposure and yet it is probably the least recognised. But drying a screen properly is quite straightforward and will save you significant money in the long term by reducing the number of on-press breakdowns.
Download Print Friendly Version English Polish Russian Italian Swedish Hungarian Spanish French Dutch Czech German Chinese



