Embossing Recommendations - Autoflex EB
Synopsis...
3. PRESS
A number of types of machinery are used for embossing film materials:
Clamshell press Crosland, Thompson, Standard and Klug
Speciality presses Contech, CTS-Technology, Klemm and Armstrong-White
Hydroforming presses Hy-Tech and Elsec
3.1 Clamshell Press
Most commonly used of these presses is the clamshell press.
In order to successfully use a clamshell for embossing polyester, two features must be incorporated into the press design: variable dwell and a heated platen. These features can normally be retrofitted to existing equipment by the manufacturer.
A clamshell press must be in first class condition to be used for embossing. A worn or badly set up press will not register the tooling accurately enough.
The press should be firmly bolted down and balanced. The platens should be absolutely flat with no dishing. They should remain accurately squared and parallel throughout the press stroke, there must be no front edge pre-strike.
3.2 Specialist Beam Press/Pillar Press
This type of press is sometimes designed specifically for embossing use or sometimes for general purpose work, eg hot foil stamping.
The action of the press is less explosive than a clamshell press and therefore less susceptible to wear. Inaccurate set up is less likely to cause press damage.
They are commonly used on web fed equipment for both embossing and cutting of films. On sheet fed presses access can be a problem and a reciprocating feeder tray is invaluable.
Again, heated platen(s) and variable dwell adjustment are essential features.

3.3 Hydroforming Presses
These machines require a single female embossing tool. An oil-pressurised urethane diaphragm forces the polyester film into the female tool.
The Hy-Tech system utilises high pressure cold embossing and is available as a service from Precision Forming Systems, Newbury, England.
4. TOOLING
4.1 Plate tools
Plate tooling is by far the most common type in the industry.
Plate tools for polyester may be produced by etching, machining or moulding to a master. Metal rule embossing dies are not generally suitable for use with polyester.
4.1.1 Etched plate tooling
Etching is the cheapest and most common process, and can give very good results. Achieving the depth required for polyester embossing requires careful control of the etching process to avoid loss of edge definition and to maintain tight tool tolerances (see Figure 4.1).
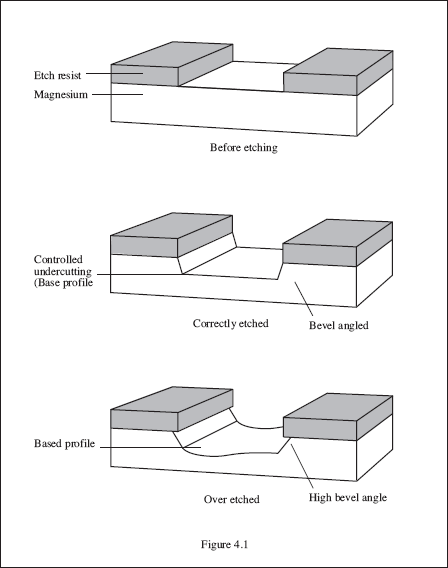
In order to gain the best control over the etching process correct choice of metal is important. Magnesium is considered the best material for most applications.
An etched tool will always have a slightly bevelled edge, vertical sides are not readily achieved on deeply etched tools.
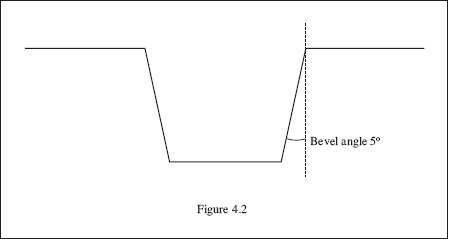
The bevel angle is typically <5o (see Figure 4.2) but can be controlled by adjusting the etching conditions.
Fortunately for most pillow and rim emboss applications a bevelled edge is cosmetically desirable as it emphasises the height of the emboss.
The angle of bevel on the finished panel is controlled by the bevel angle of the male tool on tight fitting tool sets. If high bevel angles are required they can be achieved by increasing the female tool aperture (see Figure 4.3).
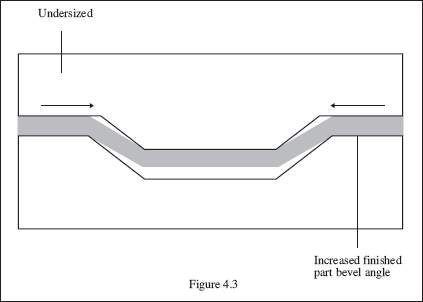
This technique reduces the clamping effect of the tool and can result in stretching of the substrate in background areas. Care should be exercised in using this method on polyester.
Very low bevel angles (ie sharp edges) impart a high strain on the substrate. This will not normally damage Autotex or Autoflex EB, but may crack the ink layer.
Etched plate tooling is most suited for rim and pillow profiles. The etching process is not capable of producing controlled dome profiles. Tactile domes can however be produced using a rim emboss surrounding a pillow (see Figure 4.4)
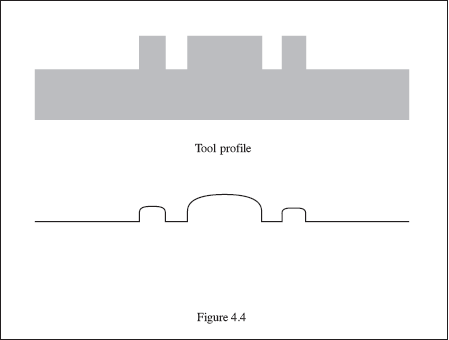
The stresses set up in the film by this method cause the pillow area to adopt a domed profile. The tactile response of such domes can be adequately controlled for many applications but is not suitable for the most demanding work.
In order to simplify tool specification and manufacture, male and female dies need only be matched in horizontal dimensions. The female die should be significantly deeper than the male (compare with Figure 4.5).
4.1.2 Insert Stud tooling
This tooling method is perhaps the most cost effective and can give excellent results especially for tactile dome embossing.
A wide range of machined studs of different diameters, radius of curvature and heights is purchased as re-usable tools. For each design of tool for a specific keypad, a metal plate is precision drilled and the required studs inserted to produce the completed male tool. A similar metal plate is drilled with holes of wider circumference to act as a matched female, see section 5, page E8 for information on tool tolerances.
A set of matched tools therefore only requires two simple steel plates. The profile, which is the expensive part of the manufacturing operation, is provided by the slot in studs which are reusable for other tools and are therefore extremely cost effective.



