Embossing Recommendations - Autoflex EB
Synopsis...
1. INTRODUCTION
The MacDermid Autotype polyester film range includes three product types recommended for applications where embossing is used: Autotex and Autoflex EB for embossed overlays, and Autostat for tactile “polydome” layers.
In tests embossed Autotex and Autoflex EB switch panels have over 20 times the life of polycarbonate equivalents and much better tactile response. This performance is achieved through the superior mechanical properties of the biaxially orientated polyester film upon which the products are based. The high strength of the films necessitates the use of tooling and process conditions different from those used for weaker materials such as polycarbonate and vinyl.
There are many methods of successfully embossing the MacDermid Autotype polyester products. These guidelines are intended to help the user to decide upon the most suitable equipment and conditions for a particular application.
2. GENERAL SUMMARY
2.1 Press
An embossing press may be a specialised unit or a general purpose clamshell press.
Clamshell presses comprise the majority of the working tools used by the overlay and nameplate industry at the present time. These presses are used for a wide range of duties from high volume diecutting to precision embossing.
A clamshell press must be maintained in first class condition for successful use in embossing polyester. The general wear and tear of high volume cutting work leads to a loss of precision which can lead to embossing problems.
A press in regular high volume use must be regularly maintained.
2.2 Substrate
Different substrates require different embossing conditions. Polycarbonate, for example, is a softer, more easily formed material than polyester. Consequently it is more forgiving of poor press and die performance.
Polyester is twice as strong as polycarbonate and more elastic.
Polyester should be heated to above 70oC (155oF) and preferably to 80-90oC (175-190oF). Higher temperatures can be used for specialised applications depending on die design and heat resistance of the inks used.
2.3 Tooling
Tools designed for polycarbonate will not give the same sharpness or relief when used with polyester even when heated. In order to overcome this; the following points should be observed:
2.3.1 Tool design parameter
a) Dies should firmly clamp the film around the embossed area to prevent distortion.
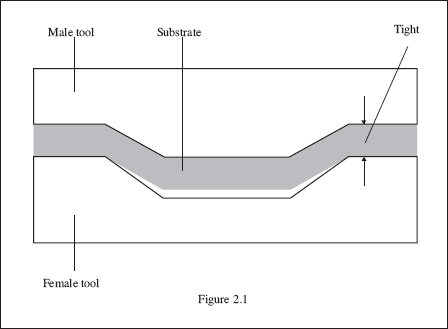
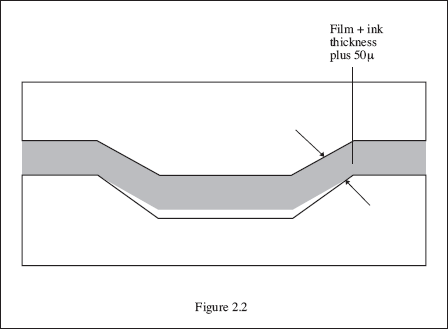
b) Male/female tool tolerances should be tight to improve sharpness. The gap between the male and female on each side should be sufficient to allow for the film and ink plus an extra 50μ (see Figure 2.2).
a) The male die should be approximately 30-40% higher than required for polycarbonate. The female may be deeper still.
b) The final embossed profile is dependent on the male tool only. The female should be deeper than the male to avoid interference, although the horizontal tolerance should be carefully calculated (see point b).
c) If possible the tool areas surrounding embossed areas should be designed to remain cooler than the embossing profiles themselves.
d) Embossing is made easier if the film is heated as this softens the polyester reducing the required machine pressures. This is best done by heating the tools to a minimum of 80oC.
e) Either the male tool, female tool or both can be heated. Experimentation is required but it is normal to heat only the male tool. The tool manufacture must allow for thermal expansion effects when determining the tolerances (see point b).



